Welcome: Hangzhou Kesheng Technology Co.,Ltd



Blister oil is a kind of polymer material with many types, which can be classified according to applicable materials, such as PET blister oil, PVC blister oil, gold and silver card blister oil, cardboard blister oil, etc. Its main components are resins (such as polyurethanes, acrylics), additives (such as anti-aging agents, thinners, etc.). According to different properties, it can be divided into water-based blister oil, oily blister oil, polished blister oil, wear-resistant blister oil, strong blister oil, etc.
General requirements: Control the amount of coating during the coating process to ensure the leveling, gloss, penetration, and dryness of the film surface; the temperature, pressure, and time of the blister process are mainly controlled to ensure that the blister is firm. So consider:
3.3.1 Different resin composition will affect the conjunctival effect and the penetration ability on the paper surface. Generally, polyurethane materials are formed by the reaction of cyanate resin and active hydrogen compounds, which have extremely active chemical properties, good permeability, and poorer conjunctival performance. Acrylic materials are copolymerized with acrylates and methacrylates and other ethylenic monomers. The prepared resin has a chain structure and generally has a relatively large molecular weight. Its printing and conjunctival performance is good, but its penetration performance is worse.
3.3.2 The viscosity and thinness of the blister oil will directly affect the leveling and permeability, as shown in Figure 3. High viscosity, thick blister oil, not easy to transfer, impeded penetration, poor hot air effect. Dilute the blister oil with the matching special diluent, and then measure it with a No. 4 measuring cup (viscosity is 25-28 seconds), check the viscosity of the oil every 15 minutes, and check every time a new crude oil is added or replaced The viscosity of the primary oil and the blister performance of the product are tested.
Figure 3 Schematic diagram of the influence of blister oil viscosity (thin and thick) on permeability
3.3.3 Poor aging performance of blister oil will result in loss or poor blister performance after the oil, which will cause it to fall off easily after blister. Mainly affects the shelf life of the blister oil. Generally, the product should be blister molded within one month after the oil has passed, and the effect is best.
3.3.4 The influence of the PH value of blister oil. Try to choose weakly alkaline polyurethane blister oil with good elasticity, good adhesion and stable performance, because the blister oil is so acidic that it is easy to change the color of the printed matter, and it will cause the poor compatibility of other components in the blister oil, which will affect the absorption. Penetration ability of plastic oil.
3.3.5 Clean the machine oil pump, oil tank, etc. with a special thinner for plastic oil before starting the machine to ensure that the machine and equipment do not contain other oil residues, otherwise it is easy to cause unnecessary chemical reactions and reduce the plastic performance.
3.3.6 The performance of oily blister oil is better than that of water-based blister oil. The solvent in the oily blister oil has strong solubility and high activity. It can destroy the hydrogen bonds in the blister oil molecules. Small molecules are easier to penetrate, and the solvent is also very volatile, so the drying speed is fast and the blister effect is better.
3.4 The influence of blister cover factors
Blister cover (also known as blister) is a transparent material for blister packaging (usually PET polyester, PVC polyvinyl chloride, PS polystyrene and other materials). It is heated by pressing with paper coated with blister oil. , Shrink and glue together to form a complete, regular and transparent packaging product. The most commonly used A-PET (Amorphous Polyethylene Terephthalate) blister material is a kind of PET material, which is a thermoplastic environmental protection plastic product. It is stable at room temperature and shrinks when heated (above the glass transition temperature of the material), and is in one direction Thermal shrinkage of more than 50% is ideal. Compared with PVC materials, APET materials have obvious advantages: light specific gravity (low density), high strength, good folding resistance, high transparency, strong impact resistance, no crystal points, easy decomposition and environmental protection. The comparison of the physical performance parameters of APET and PVC blister cover materials is shown in Table 1. The data shows that APET blister cover has better high temperature resistance than PVC materials and is not easy to deform, but it will produce a certain amount of crystallization at high temperature (160 degrees). The product is whitish and affects the appearance.
Table 1: Comparison of physical performance parameters of plastic cover material APET and PVC
picture
The comparison of application performance parameters of APET and PVC blister cover materials is shown in Figure 4. The figure shows that the PVC blister cover has better printability, better heat-sealing processability, better bonding effect, and lower energy consumption. The scratch resistance and blister forming performance of APET blister cover are slightly better than that of PVC blister cover, but the biggest advantage is that it is degradable and environmentally friendly, which can meet the requirements of a large number of export products.
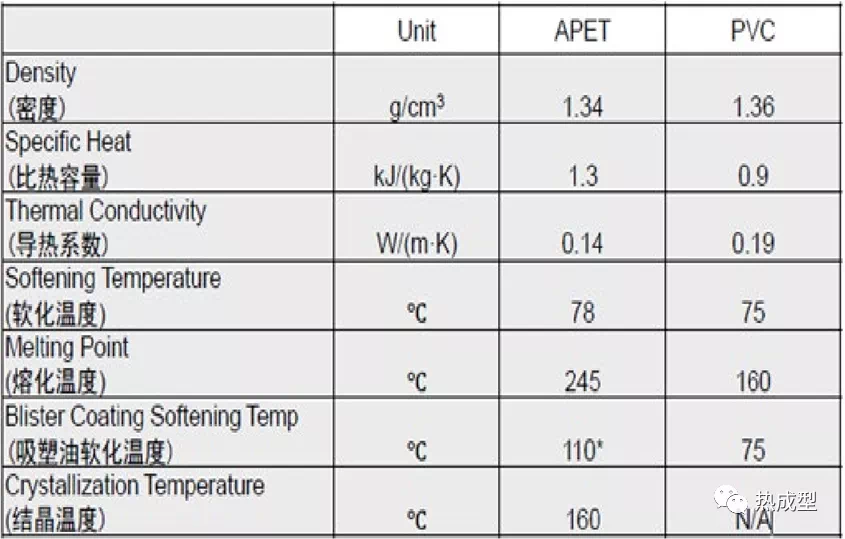
Figure 4 Schematic diagram of application performance comparison between PVC material and APET material
General requirements in actual production:
ÔæáIf the APET is heated above the crystallization temperature and the heating time is too long, it may turn the PET into a crystalline state and become white, which will cause the sealing quality to be significantly reduced in the crystalline state and poor plasticity; ÔæíThe heat sealing temperature must be controlled enough to soften the blister The oil layer and PET are blister, but it will not convert the PET into a crystalline state; ÔæóIn actual production, if the type of blister cover material is changed, such as changing the PET model, PVC to PET, a comprehensive test and evaluation must be carried out; ÔæúCombination
The actual production requirements, the design parameter requirements of the blister cover:
ÔÇóThe thickness must be greater than 0.15mm. The thickness of the film will be reduced during blister molding. Pay attention to incoming material inspection.
ÔÇóThe effective blister area width is >5mm.
ÔÇó Deformation of the blister cover will affect the blister effect.
ÔÇó If the mold release oil used in the manufacture of the blister cover remains on the surface of the blister cover, it will affect the surface tension of the blister cover, reduce the dyne value, and affect the blister effect.
3.5 The influence of the blister process
The blister process includes: the process of printing and coating blister oil and the process of blister heat sealing (see Figure 5). There are currently three ways to achieve the coating process: off-line oiling machine full plate oiling, screen printing partial oiling , Offset printing line has been oiled. The offline coating and blister process generally requires the product to be placed for at least 72 hours after printing. After the large area of dark ink is completely dried, the blister oil can be applied to the surface, and the product can be placed for at least 24 hours before blistering Process. The current connection oil method (usually using water-based blister oil) can shorten the time, but the blister effect is not good. The main control objectives of the oil passing process: the amount of oil passing is appropriate (usually about 3-5g/m2, depending on the surface properties of the material and the concentration of the blister oil), and the blister oil is fully penetrated.
Figure 5 Blister packaging process flow chart
The coating process must control the amount of coating to ensure the leveling, gloss, penetration, dryness, etc. of the film surface; the blister process mainly controls the temperature, pressure, time and other conditions to ensure the blister effect.
ÔæáThe thickness of the blister oil coating should be appropriate. By adjusting the gap between the metering roller and the coating roller or selecting a suitable anilox roller, ensure that there is a sufficient amount of blister oil when applying it. If it is insufficient, the blister oil can be used more than once. It is necessary to ensure that there is no oil layer on the surface of the paper card. Obvious wrinkles, otherwise the blister is prone to instability; ÔæíWhen the temperature of the heating plate is greater than the temperature of the blister oil and the blister cover, the heat can be transferred until the temperature is the same, which requires time accumulation; ÔæóApply pressure , Can help eliminate the gap air to accelerate the heat transfer, and help the blister oil and the blister cover close adsorption; Ôæú It should be noted that the temperature of the heating plate is not the actual temperature of the blister cover and the blister oil, the blister cover or the blister The temperature of the oil heating surface is also not the actual internal temperature.
In this regard, in actual production, process parameter testing and setting must be carried out. The standard requirements are:
ÔæáThe actual internal temperature of the blister oil and the blister cover should be between the softening temperature of the material and the melting or crystallization to ensure the effective process of heat sealing; ÔæíThe blister oil should be guaranteed before the pressure is released. And the actual internal temperature of the blister cover is less than the melting temperature of either the blister oil or the cover, to ensure that it can be shaped and shaped, and try to avoid the blister from shrinking due to softening or being pulled off when manually reclaiming.
3.6 The influence of heating mode of blister packaging equipment
There are three types of heating methods for blister packaging equipment: traditional back heating, heating chip surface heating, and high-frequency internal heating. Different heating methods, temperature control methods, and heat transfer effects are different, resulting in different effects of blister oil softening and blister cooling.
3.6.1 In the traditional blister process, the backside heating method is adopted, the heating plate is heated, and the heat is transferred to the surface of the blister oil and the blister cover through the heating on the back of the paper card to complete the blister molding process. The blister temperature is relatively constant and cannot be adjusted quickly; The heat transfer is greatly affected by the thickness of the paper. The thicker the paper, the more difficult it is to quickly transfer the heat to the blister cover. Therefore, sufficient blister pressing time must be given to fully transfer the heat to the top of the blister cover to ensure the blister effect.
3.6.2 The heating sheet type blister machine heats and transfers heat on the surface of the blister cover to the surface of the blister oil to complete the blister molding process. The blister temperature can be quickly adjusted; because the heating sheet directly contacts the blister cover, When it is too high, the blister cover is easily deformed by heat and it is difficult to transfer heat to the surface of the blister oil (the thinner the blister cover, the easier it is to transfer heat, but the easier it is to deform). To ensure a good blister effect, you must choose a suitable thickness The blister cover and adjust the blister temperature and fusion time.
3.6.3 High-frequency internal heating, which uses high-frequency electric field to make the inner molecules of the blister cover and blister oil oscillate to generate heat to complete the blister molding process, and the temperature can be adjusted quickly. This heating method has the most stable heat transfer, and the corresponding temperature can be adjusted at will according to the nature of the material. However, due to the large current generated at the moment of fusion, sparks are easily generated, and it is not suitable for transferring silver card products to blister molding.
In practice, since the blister temperature has a greater impact on the blister effect, it is generally recommended to use blister packaging equipment that can quickly adjust the temperature.
4 Conclusion
This article focuses on the analysis of the poor plasticity of color box packaging products in the blister process, and qualitatively analyzes the possible influencing factors from the three aspects of materials, process methods, and equipment, which have obvious guiding significance for actual production. In actual work, we must first understand the requirements of customers for products, grasp good problem analysis and solution methods, and be as familiar as possible with the principle of blister technology, materials, equipment, and production processes in business. When encountering quality problems, we must analyze from the principle, test and verify the raw materials, process technology, and equipment control, find the cause and solution in time, and ensure that each link is continued in strict accordance with the production operation process in daily work. monitor.
FROM THERMOFOMING
Contact: Max
Phone: +8618968044117
Tel: +8618968044117
Email: max@hzkesheng.com
Add: Gaoqiao Village,Fuyang District,Hangzhou,311307,China